 |
| |
OBJECTIF UN MODÈLE DE 230 G À MA FAÇON. |
 |
La 230 G 331 à Périgueux en juin 1954 |
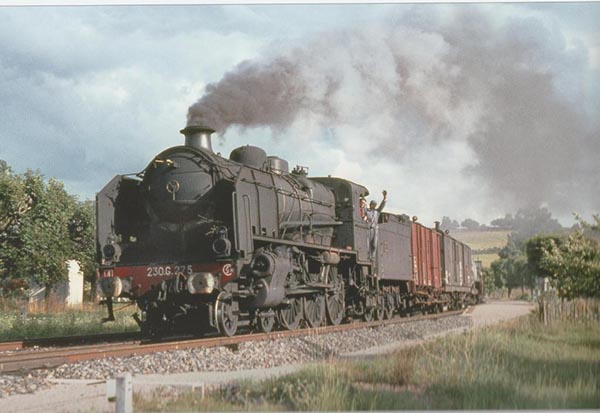
Les magnifiques photos de 230 G du dépôt de Montluçon en 1967 d’Hugh Ballantyne dans le tome 25 du livre de la série « Images de trains », sous-titré « Un anglais sur les rails de France » me donnent envie de faire un modèle. Je pourrais faire par exemple la 275, avec son dôme de sablière « ETAT » qu’elle avait encore…
J’ai au fond d’un tiroir des éléments d’un kit Keyser. De ce kit, je vais utiliser la caisse du tender et quelques petits éléments de la loco. J’ai récemment fait pour un petit tender 12 m3 une moto-transmission à partir d’un bloc de laiton massif usiné, du genre de celles de mes anciens tenders MECANIC TRAINS 16 A et 25 A, et j’aimerais renouveler cette construction pour le tender 17 m3 à 3 essieux du P.O.
Le modèle a été réservé.
Le choix du réservataire est une machine longtemps pensionnaire du dépôt de Périgueux : la 230 G 331. L’époque choisie est sous le régime SNCF, la couleur sera vert 306, et elle sera équipée en digital, Loksound. |
| |
PHOTOGRAPHIES ET LÉGENDES DES OPÉRATIONS PAS À PAS.
|
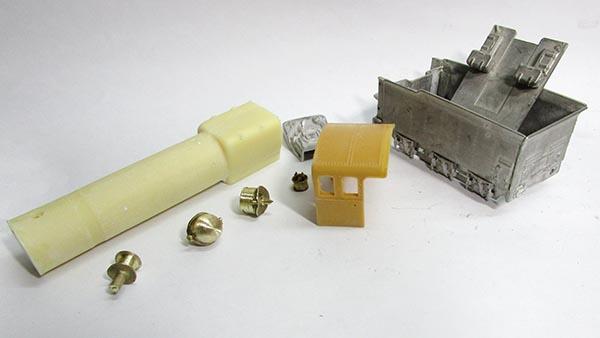 |
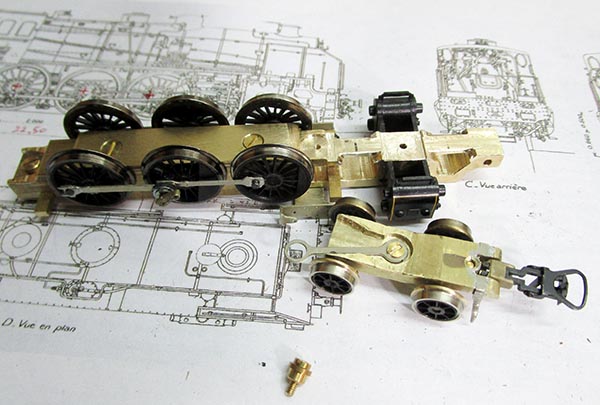
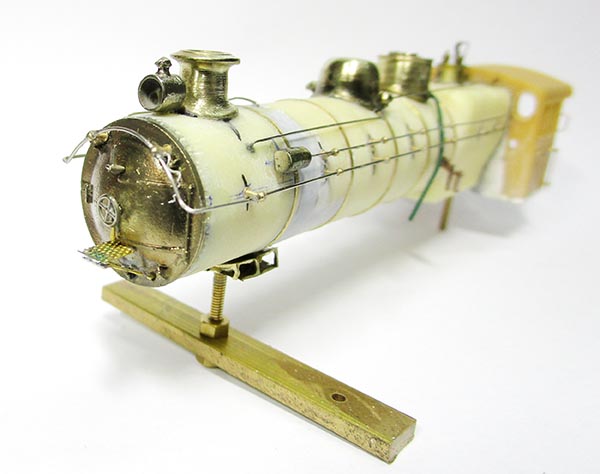
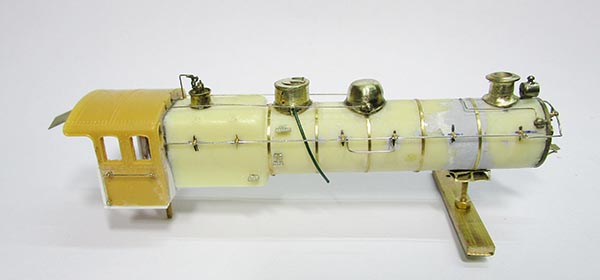
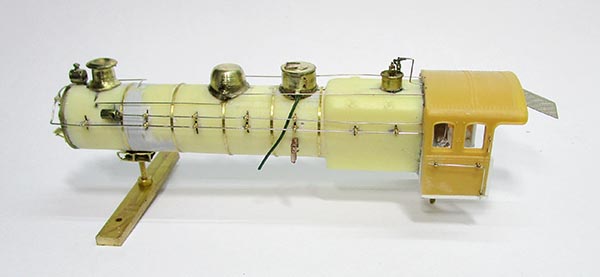
1 - Les premiers éléments réunis pour cette construction. Ce corps cylindrique de 140 J, avec sa boîte à feu Belpaire, a les mêmes dimensions que celui d’une 230 G. L’abri de Pacific P.O. est le même, une fois supprimée l’avancée du bas de la paroi gauche. Dans mes accessoires, j’ai les soupapes, la cheminée et les dômes…
|
| |
 |
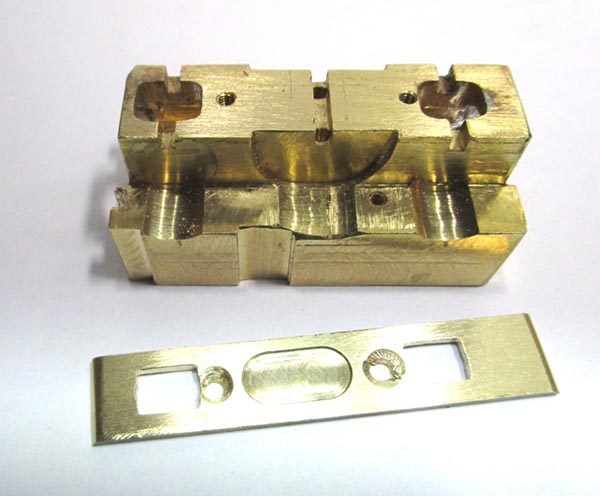
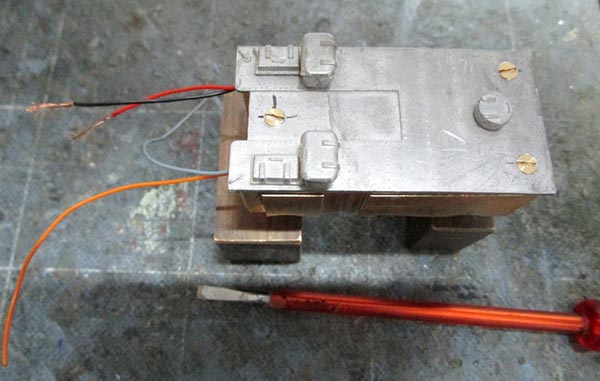
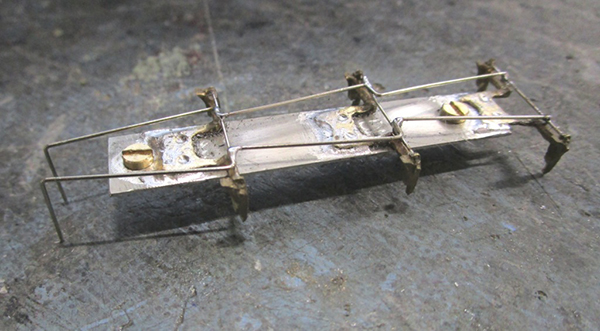
2 - Si vous êtes intéressé par ce projet, ce bloc de 350 grammes de laiton massif deviendra bientôt le cœur de la mécanique ….du train !
|
| |
 |
 |
3 et 4 - Pour rassurer ceux qui trouveront curieux d’annoncer un nouveau modèle de locomotive par une photo d’un morceau de laiton brut, voici qu’il commence à prendre forme.
|
| |
 |
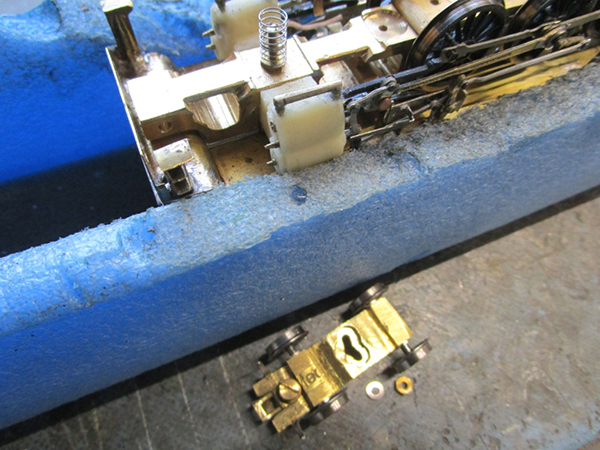
5 - Choix des roues. J’utilise des roues de tender 34 P Jouef (nouveau tender à partir de 1998), qui sont au bon diamètre. Les essieux extrêmes seront moteurs, ils reçoivent chacun une roue avec pneu d’adhérence, qui seront positionnées en diagonale.
J’utilise les pignons et vis sans fin (module 0.4) qui me restent des anciens kits M.T. produits jusqu’en 2008
|
| |
 |
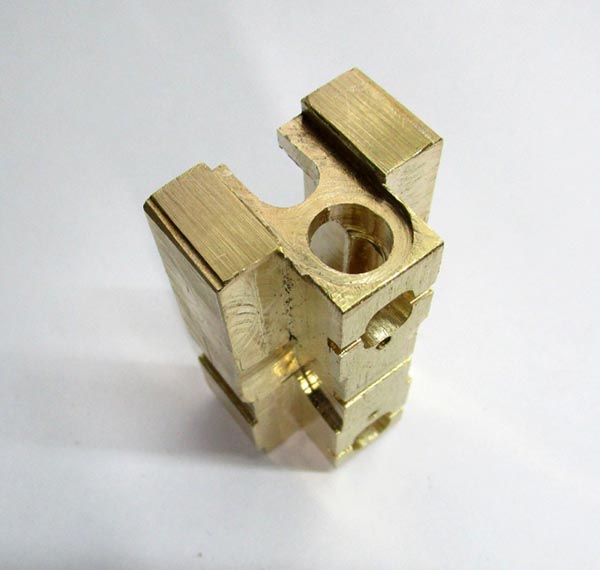
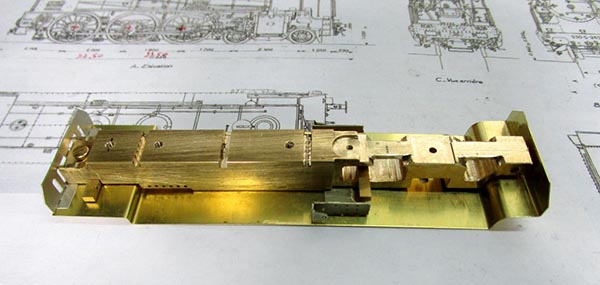
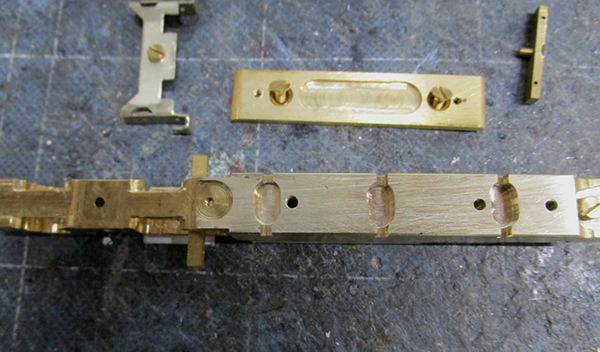
6 - La partie inférieure du bloc est portée à la largeur de 14.50. Ultérieurement, cette largeur sera diminuée au droit des roues de l’essieu central « fou », afin de lui permettre un jeu latéral pour l’inscription en courbes. Au centre des passages d’essieux moteurs est fraisé le logement de leur pignon.
|
| |
 |
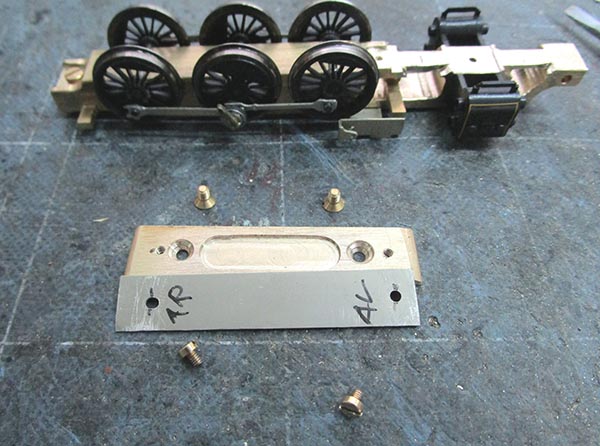
7 - Un dessous de châssis est confectionné dans une barre de laiton plat. Il se fixe au moyen de 2 vis M 2.5 dans des trous taraudés sous le bloc. Ce dessous doit également être percé de lumières pour le libre passage des pignons.
|
| |
 |
8 - L’arbre secondaire de la transmission est constitué d’un axe en acier STUB de 2 mm, qui reçoit les vis sans fin et un roulement à billes aux extrémités. A l’une d’elles est monté un pignon qui sera entraîné par celui du moteur.
|
| |
 |
9 - Montage du bloc sur la fraiseuse pour le perçage précis du trou de l’arbre secondaire. L’entraxe est calculé selon la formule, avec pour base le diamètre primitif des pignons et vis sans fin utilisés.
|
| |
 |
 |
10 et 11 - Après le trou de l’arbre secondaire, le creux pour l’emplacement du moteur est creusé à la fraiseuse, jusqu’à l’entraînement des 2 pignons.
|
| |
 |
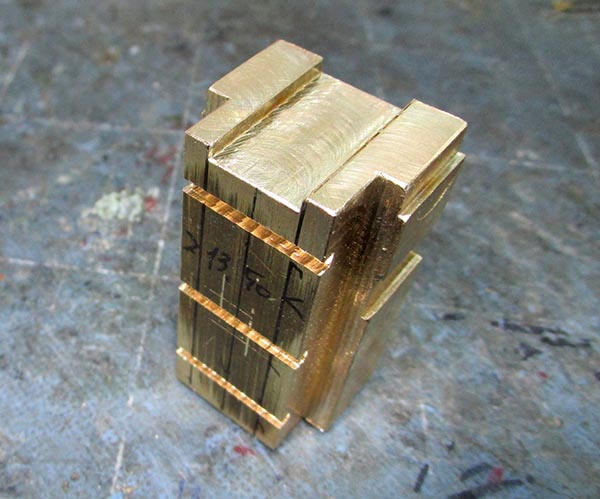
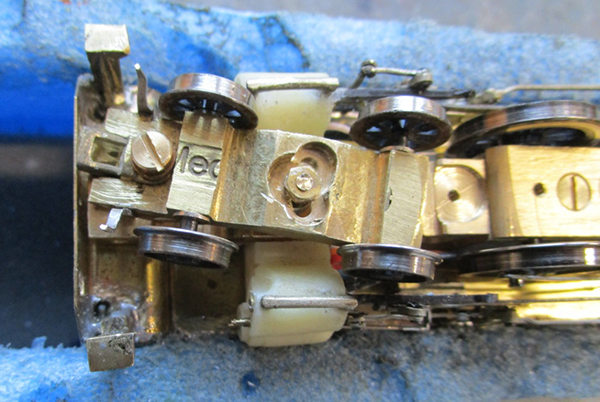
12 - Tous les fraisages sont terminés, la masse du bloc de laiton est maintenant réduite à 174 grammes. Vue de dessous.
|
| |
 |
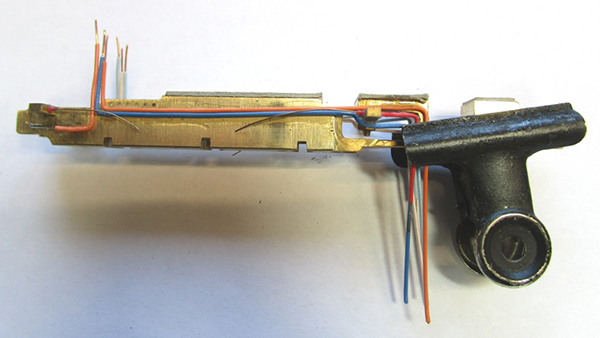
13 - Et vue de dessus. Des trous et fraisages sont pratiqués pour loger et conduire les fils des futurs palpeurs et ceux du moteur vers l’avant, pour les liaisons avec la loco.
|
| |
 |
 |
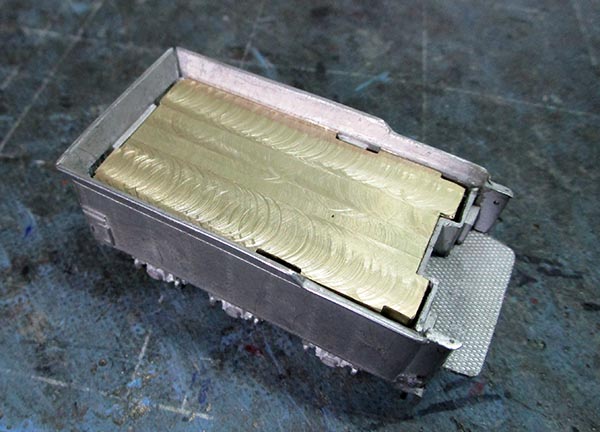
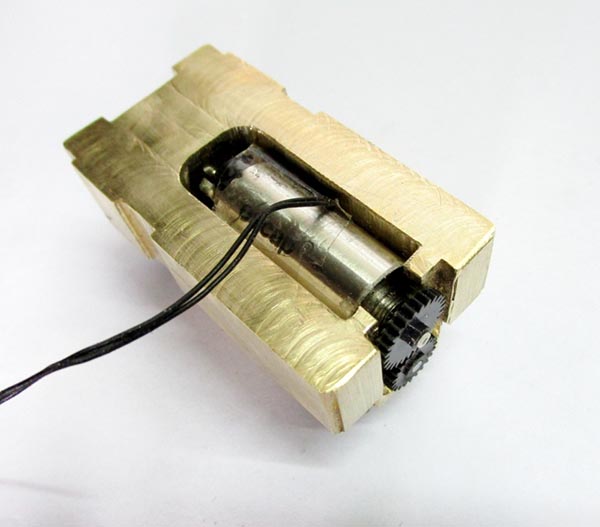
14 et 15 - Le moteur est maintenu par une cale dont l’épaisseur est choisie en fonction de sa position, et du dessus en métal blanc fixé par 3 vis dans des trous taraudés dans le bloc.
|
| |
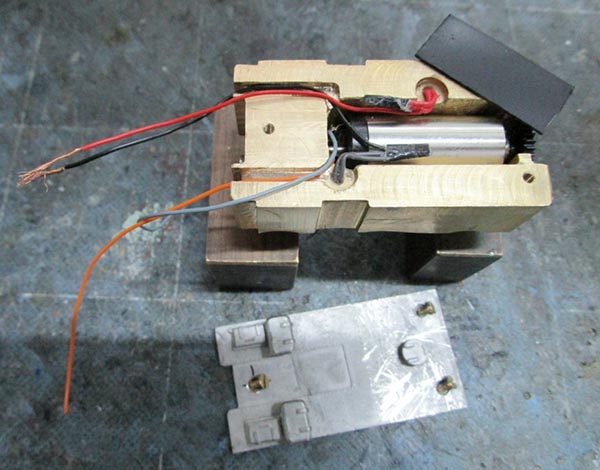 |
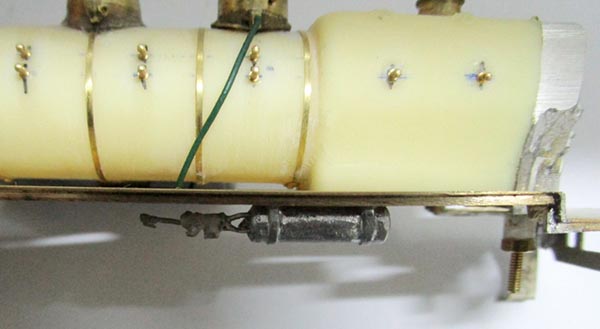
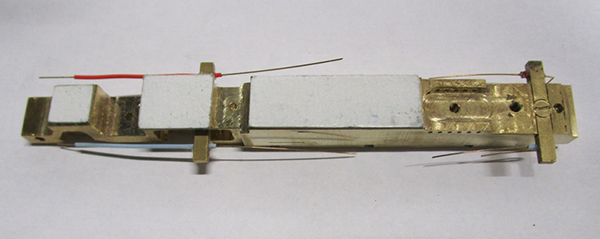
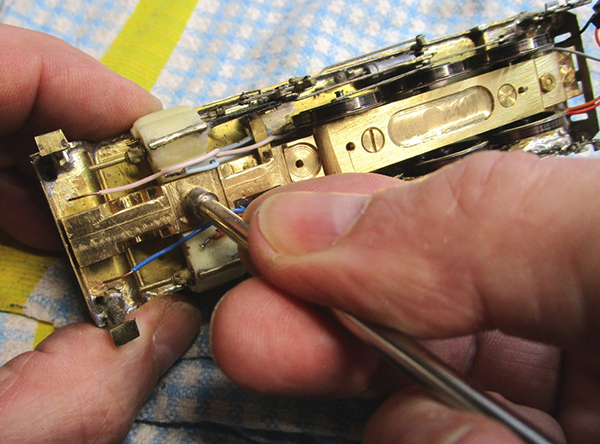
16 - Les fils de bronze phosphoreux des palpeurs de courant sont isolés, passés et collés dans le bloc, et raccordés à leurs fils extra-souples pour l’accouplement à la future loco. Pour le moteur, pose de fils extra-souple dans le même but ; tous ces fils aux couleurs normalisées.
Le moteur est mis en place définitivement.
|
| |
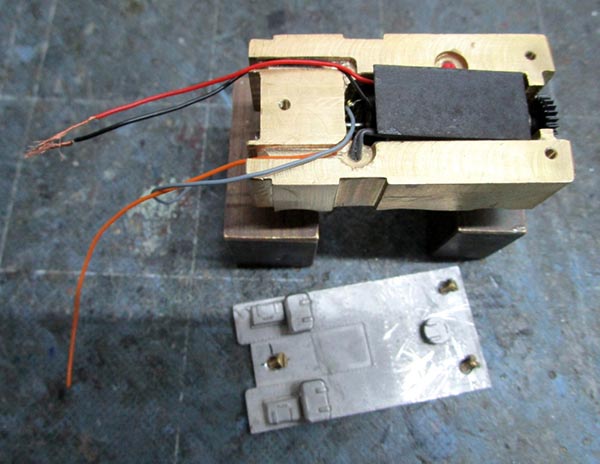 |
17 - Pose de la cale d’épaisseur ajustée au-dessus du moteur. |
| |
 |
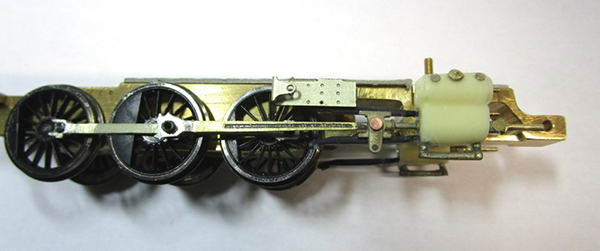
18 - Le dessus en métal blanc est vissé sur le bloc. |
| |
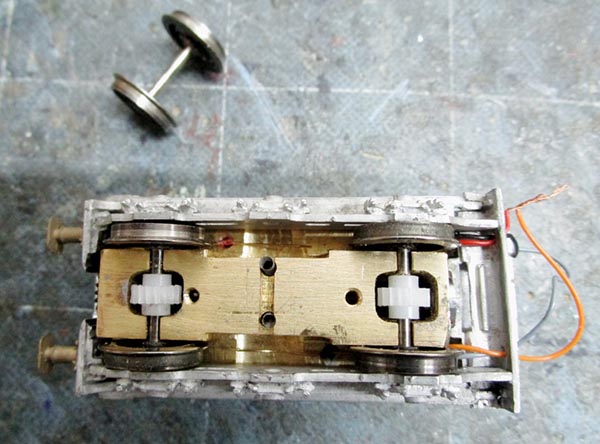 |
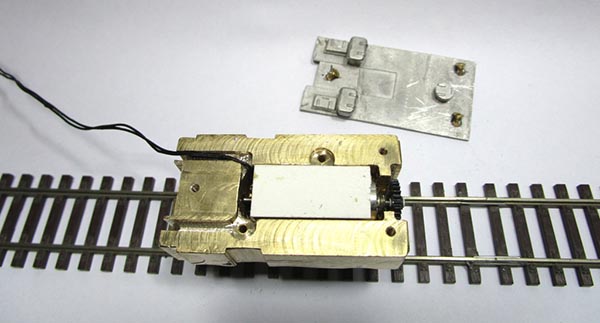
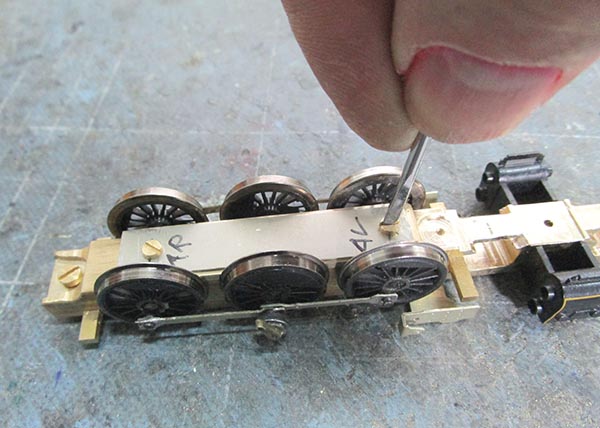
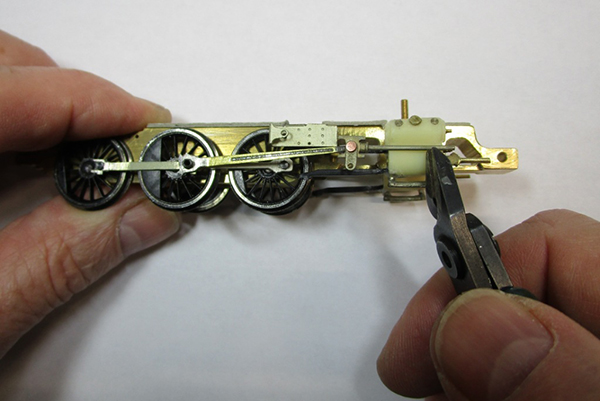
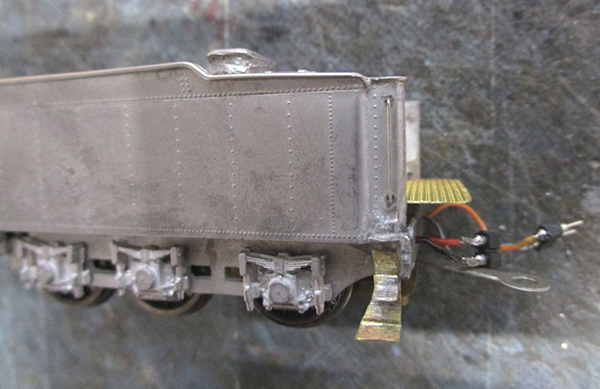
19 - Les fils palpeurs sont mis en forme et le bloc est glissé dans la caisse. Deux petits ressorts à la compression sont logés au fond du passage d’essieu central. La plaque de dessous peut être vissée, les fils à l’avant provisoirement raccordés pour faire fonctionner le tender seul aux essais.
|
| |
 |
20 - Verdict-poids : 300 grammes. Bien suffisant. |
| |
 |
21 - Fonctionnement impec’ – mission accomplie. |
| |
Il me reste quelques bricoles à faire sur ce tender : maintien du bloc à la caisse, fixation d’un timon à l’avant et d’un boîtier d’attelage NEM à l’arrière, quelques détails sur la caisse…
Je marque une pause dans ce chantier avant la construction du châssis de la loco, car avant cela il me faut commander et recevoir les roues accouplées. |
| |
Après coup je me rends compte que les roues accouplées de Pacific que j’envisageais d’utiliser seraient trop grandes et ne passeraient pas sous le tablier. Pour moi, l’idéal est donc les roues M.T. Leur diamètre à la table de roulement est un tout petit peu inférieur qu’il le faudrait pour respecter strictement l’échelle, mais n’oublions pas que l’œil voit le diamètre total avec le boudin. |
| |
 |
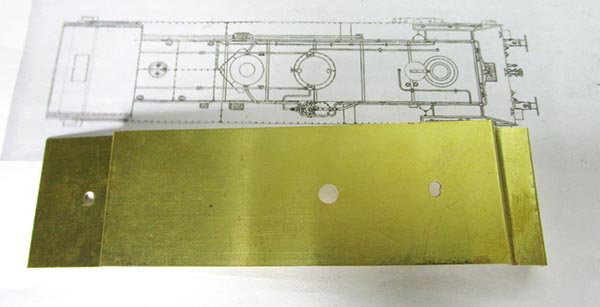
22 - Alors c’est reparti ! Usinage du châssis et préparation simultanée du dessous.
Des ajours sont pratiqués dans la partie avant du châssis pour l’alléger, compte-tenu du porte-à-faux important.
|
| |
 |
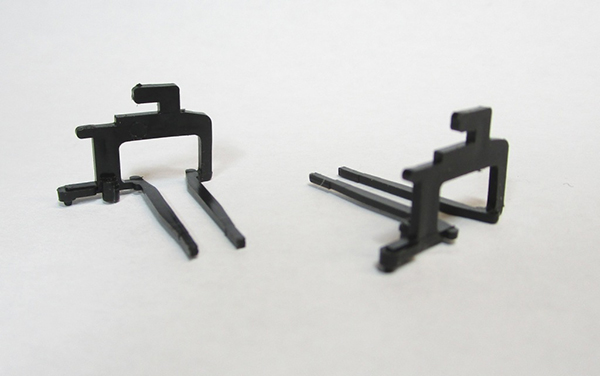
23 - Préparation du train de roues accouplées et des bielles d’accouplement. Celles de gauche sur cette photo sont celles de l’avant (entraxe = 21.50), issues de la plaque de photodécoupe de l’ancien kit de 141 C Mikado ETAT M.T. Celles de droite sont celles pour l’arrière, issues du kit Keyser ; je les ai coupées, n’en ai gardé qu’une partie (entraxe 22. 50). J’ai soudé une tête de bielle plus détaillée à leur extrémité arrière.
|
| |
 |
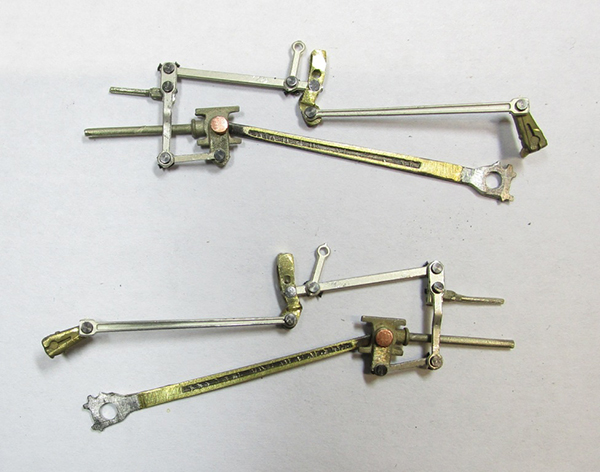
24 - Préparation d’un ensemble manivelle/bielle/coulisse (en haut), nécessaire maintenant pour le positionnement du support des coulisses. En bas, préparation d’un ensemble crosse/bielle motrice. Celle-ci a reçu également une grosse tête plus ressemblante.
|
| |
 |
 |
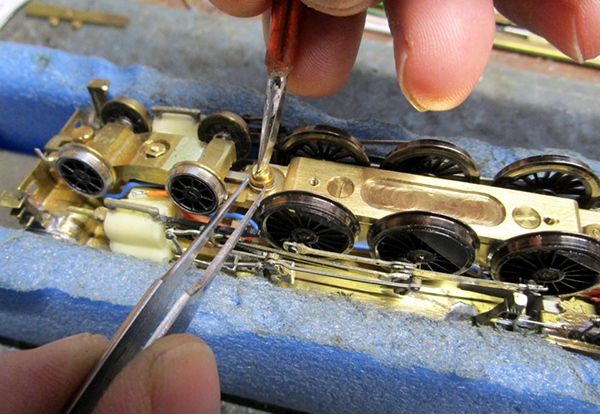
25 et 26 - Le support de coulisses du kit Keyser est réutilisé. Avec l’essieu accouplé moteur monté sur le châssis et l’ensemble manivelle/bielle/coulisse on peut déterminer le positionnement du support, donc marquer l’axe du trou de fixation à percer sur le châssis.
|
| |
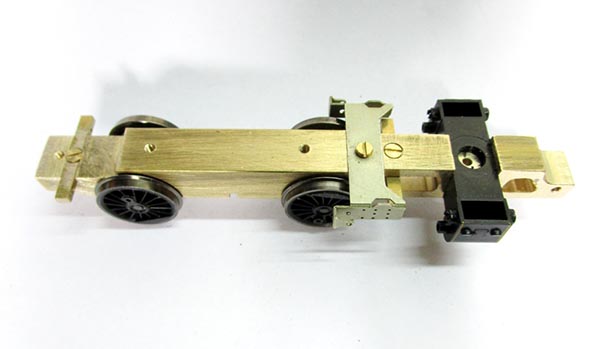 |
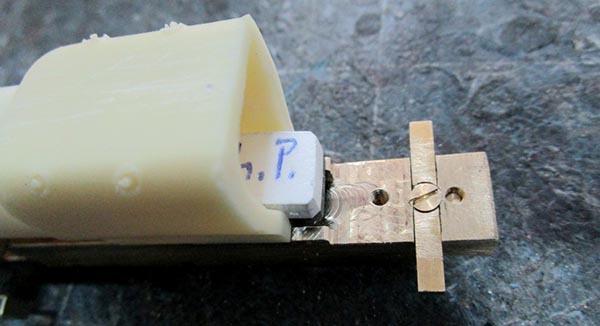
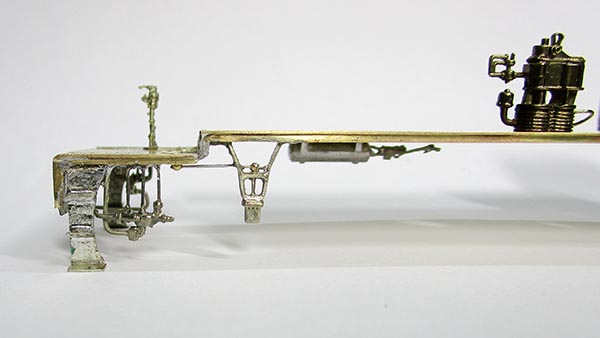
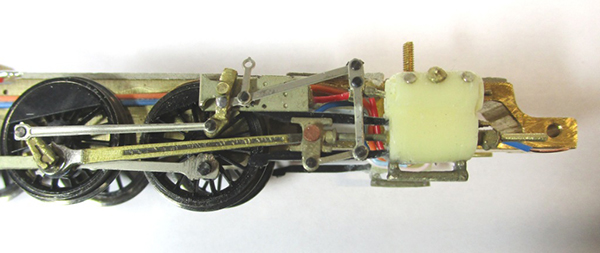
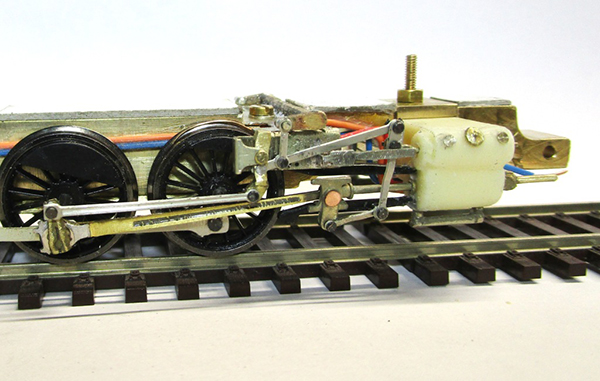
27 - Pose du support de coulisses, puis à l’arrière de mon habituelle traverse percée à l’écartement des roues, pour y passer l’isolant et les fils de bronze capteurs de courant sur les roues du dernier essieu accouplé. Sur ce modèle, le bloc-cylindres étant trop éloigné des roues du premier essieu accouplé, une traverse semblable est fixée à distance convenable (sous le support de coulisses).
Précision : le bloc-cylindre (de 231 K Jouef) est provisoire. Il va servir pour la préparation prochaine des embiellages de distribution (le définitif étant en cours de moulage en résine).
|
| |
Le modèle a été réservé.
Le choix du réservataire est une machine longtemps pensionnaire du dépôt de Périgueux : la 230 G 331. L’époque choisie est sous le régime SNCF, la couleur sera vert 306, et elle sera équipée en digital, Loksound. |
| |
 |
 |
 |
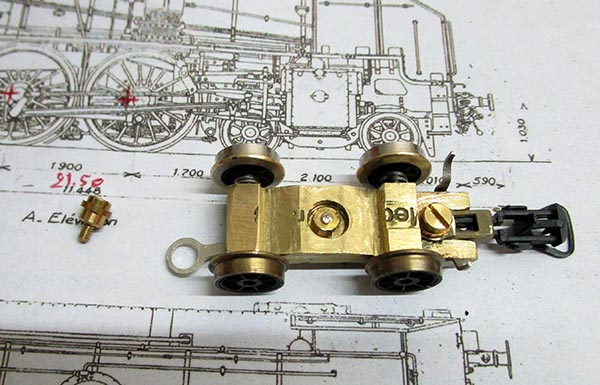
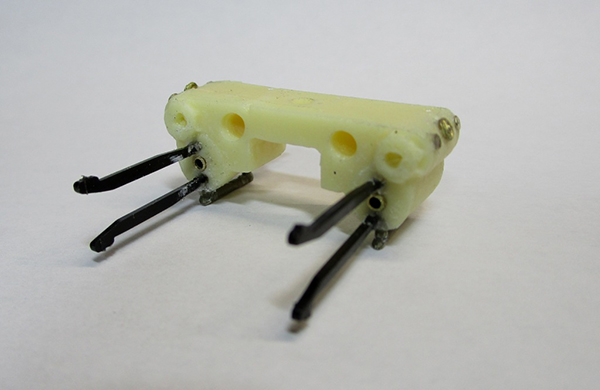
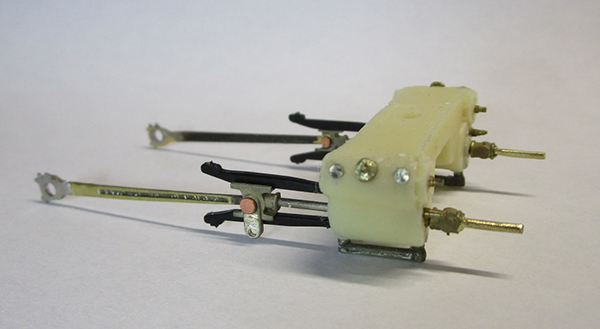
28 à 30 - Confection du bogie, usiné à la fraiseuse à partir d’une pièce de fonderie laiton, ancien bogie du kit M.T. pour Picasso Jouef. Il y a nécessité de fraiser des encoches sous le châssis pour laisser le libre passage du bogie et ses roues dans les courbes.
|
| |
 |
 |
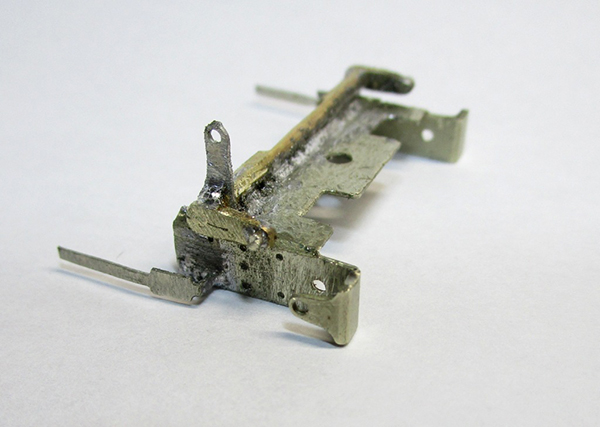
31 et 32 - Afin d’en avoir terminé avec les fraisages et autres opérations d’importance sur le châssis, une plaque amovible (chute de photogravure) qui supportera les sabots de frein est percée conjointement au dessous de châssis. Les trous dans ce dernier sont taraudés M2 pour la fixation de la plaque.
C’est le moment d’une bonne séance d’aspiration des copeaux sur la fraiseuse (et autour !) pour ne pas en traîner partout dans la casa.
|
| |
 |
33 - Non ! Encore un dernier p’tit coup d’fraiseuse sur le châssis, sous le futur emplacement de la boîte à feu ; car il faut prévoir le passage …du son sortant du haut-parleur. Les p’tits trous serviront à ça. |
| |
 |
 |
 |
 |
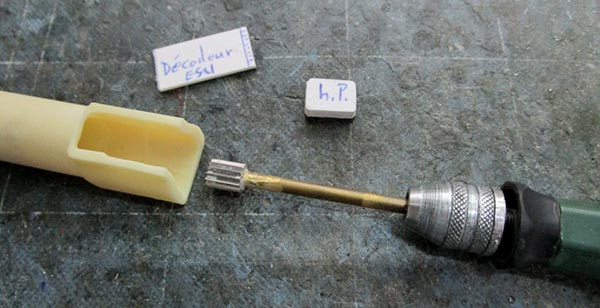
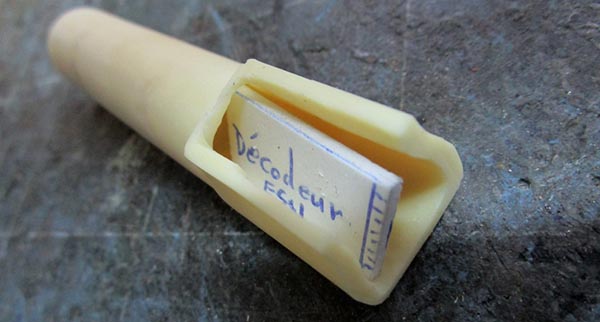
34 à 37 - Puisqu’on en est là, réglons le problème du logement du décodeur ET du haut-parleur. Fraisage à main levée de la cavité nécessaire dans la boîte à feu du corps cylindrique en résine. Ca passe juste, mais ça passe. |
| |
 |
 |
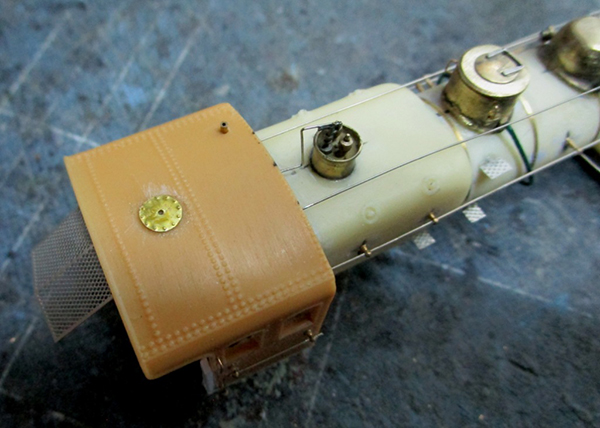
38 et 39 - A l’autre extrémité, fraisage pour emboîter la porte de boîte à fumée (M.T. Réf. pbf 17).
|
| |
 |
 |
 |
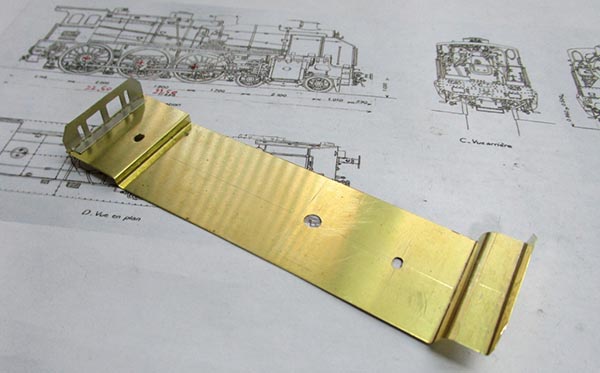
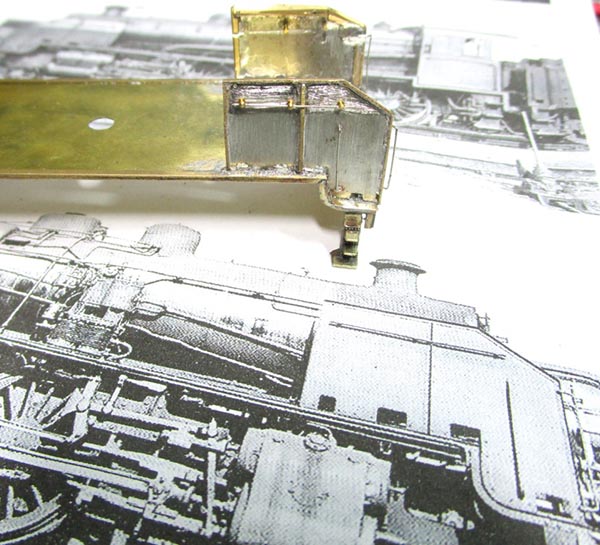
40 à 42 - Le corps cylindrique est laissé de côté pour le moment. Confection du tablier, avec une bande de tôle de laiton épaisseur 0. 30 (L’Octant) d’une seule pièce pliée sur mesures, le châssis servant de gabarit ; sauf la traverse arrière, qui est un reliquat d’anciens kits de loc’s M.T.
|
| |
 |
 |
43 et 44 - Soudure de cornières de rives (profilés laiton 1. 50 mm de l’Octant), fanaux (M.T. Réf. fan 05/06) et de marchepieds. A l’avant, marchepieds M.T. Réf. march 11 ; à l’arrière, comme pour la Pacific P.O. ils sont très gros : confection de ces marchepieds avec des chutes de photogravure.
|
| |
 |
 |
45 et 46 - Fabrication et pose (soudure sur le tablier) des écrans, avec des chutes de photogravure et les mêmes profilés laiton que pour les cornières de rives.
|
| |
 |
47 - Découpe d’un ajour sur le tablier, au droit de l’emplacement du haut-parleur, un peu plus large pour laisser le futur passage des fils électriques aboutissant au décodeur.
|
| |
 |
48 - La « devanture » en métal blanc du kit Keyser est réutilisée, car elle a la forme idéale pour fermer l’arrière de la boîte à feu.
|
| |
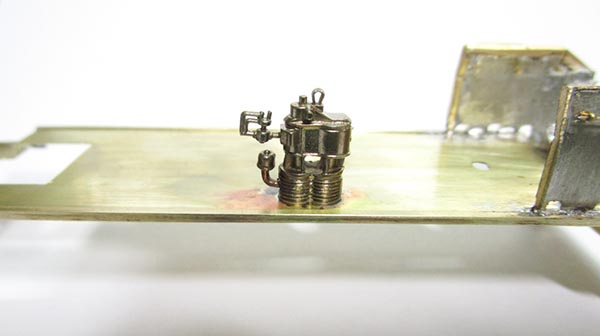 |
49 - Le compresseur bi-compound (M.T. Réf. pomp 01) est percé pour les deux départs de tuyauteries, puis soudé au tablier.
|
| |
 |
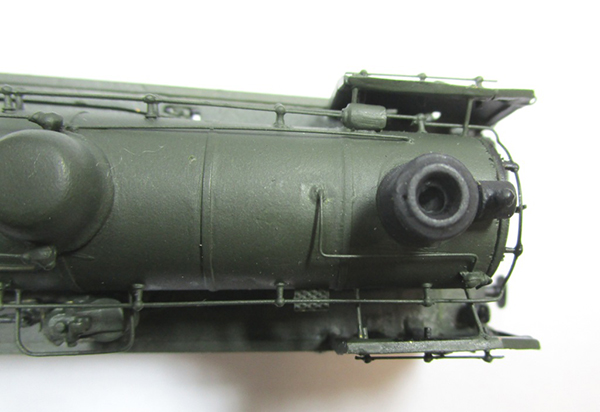
50 - Sur le corps cylindrique, traçage et perçage des trous pour recevoir le dôme de vapeur (M.T. Réf. po 01), la cheminée (M.T. Réf. chem 13) et les soupapes (M.T. Réf. soup 09). Le dôme de sablière est un bricolage maison.
|
| |
 |
51 - Essai de montage pour vérification des points d’assemblage et la bonne hauteur.
|
| |
 |
52 - Pendant que le tablier est posé au-dessus du châssis, traçage de l’emplacement du réservoir d’air sous le tablier côté gauche, puis collage de la pièce d’origine du kit Keyser. J’ai pris l’initiative d’adjoindre une triple-valve (M.T. Réf. div 23).
|
| |
 |
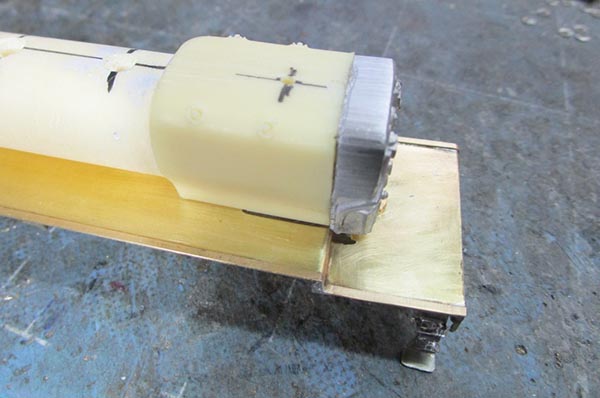
53 - Mon abri en résine de Pacific P.O. manque un peu de matière sur les côtés de la boîte à feu et en hauteur. Coulage de Sintofer sur ces endroits.
|
| |
 |
54 - Une fois durcit, ces parois sont mises en forme par fraisage, à main levée.
|
| |
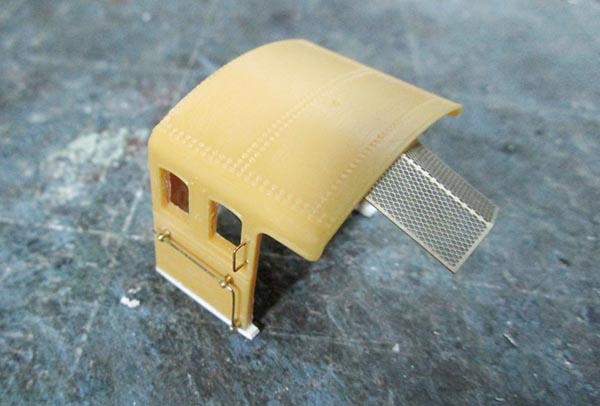 |
55 - Equipement de l’abri : mains courantes et grille de protection caténaires (M.T. Réf. gril 01)
|
| |
 |
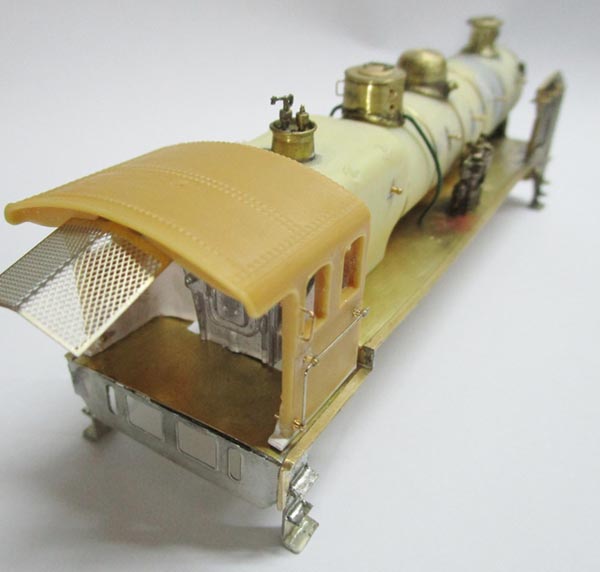 |
56 et 57 - Mise en place du corps cylindrique sur le tablier avec ses tiges filetées de fixation. L’abri étant positionné, des points de colle cyano sont posés. Après la prise, renforcement du collage à la résine époxy.
|
| |
 |
58 - Sous le tablier côté gauche, soudure d’un injecteur (M.T. Réf. C 14).
Au-dessus, pose d’un robinet de frein (M.T. Réf. C 07).
|
| |
 |
59 - Côté droit, soudure d’un injecteur (M.T. Réf. inj 04) et d’une prise d’indicateur-enregistreur (à partir de l’accessoire M.T. Réf. div 54).
Le tablier est prêt pour la peinture.
|
| |
 |
60 - Pose des détails sur le corps cylindrique/abri.
Sur la porte de boîte à fumée : volant de fermeture (M.T. Réf. vol 05), sa poignée de serrage (prise sur la plaque de photodéc’ M.T. Réf.TA 09), plate-forme d’accès au fanal acétylène (M.T. Réf. TA 09), support de fanal (M.T. Réf. div 44), 2 supports de mains courantes moyens (M.T. Réf. div 97).
Au-dessus, pose du fanal acétylène (M.T. Réf. fan 07).
|
| |
 |
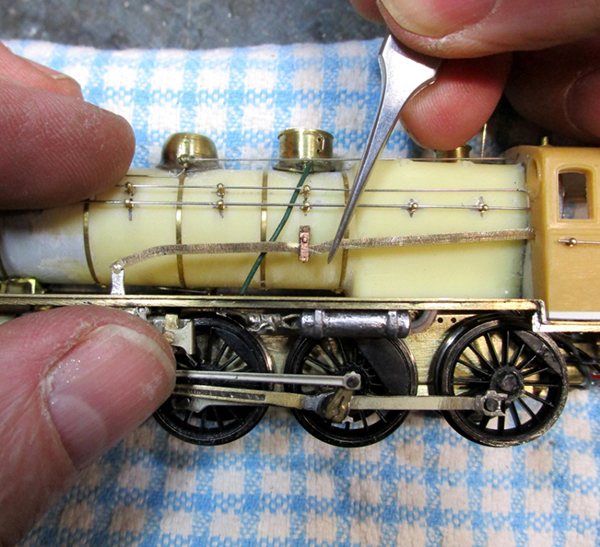
61 - Sur le côté droit du corps cylindrique, pose de la vanne de souffleur (M.T. Réf. vol 07), de marches d’accès à la sablière (M.T. Réf. mik 20), des tringles de commande des vannes de dôme (maillechort dressé Diam. 0. 30) et de la main courante (maillechort dressé Diam. 0.40), passée dans des supports moyens sauf les deux de la boîte à feu qui sont des courts (M.T. Réf. div 96).
Oublié de le signaler précédemment, les cercles de chaudière en laiton sont des M.T. Réf. div 92 c).
|
| |
 |
62 - Sur le côté gauche, pose d’un support de barre de marche (M.T. Réf. eta 11). La pose de la main courante est semblable au côté droit, et la tringle de commande du boîtier est au Diam. 0.30 (boîtier M.T. de Mikado ETAT M.T. Réf. eta 16).
Pose du sifflet (M.T. Réf. sif 01) sur le boîtier des soupapes.
Le corps cylindrique/abri est prêt pour la peinture.
|
|
 |
63 - Ajout sur la toiture de l’abri d’une pièce rivetée bouchant en réalité le trou de passage de l’ancien éclairage, du temps du P.O. (pièce tirée de la Réf. M.T. div 70). Petit tube (d’évacuation de la soupape du circuit de vapeur pour le chauffage des voitures voyageurs)
|
| |
 |
64 - Avant de continuer, fraisage plus profond dans les passages d’essieux, afin de ne laisser qu’une portée de 2 mm de chaque côté pour les essieux accouplés. Opération oubliée sur ce modèle, ce que m’a récemment rappelé un as de la construction de modèles « Estos ».
|
| |
 |
65 - J’ai enfin reçu le moulage résine du bloc-cylindres, je reprends donc cette étape de la construction. J’utilise ces glissières doubles de 141 TA Jouef (j’en ai plein un tiroir).
|
| |
 |
66 - Préparation du bloc-cylindres : pose de tubes-guides en laiton pour les tiges de pistons, de purgeurs (M.T. Réf. div 50), de soupapes (récup’ Jouef) et de rivets sur les faces extérieures. Les glissières sont « plantées » à l’arrière, exactement comme sur la TA Jouef, collées à la cyano, puis la partie support est coupée à la pince coupe-rase.
|
| |
 |
67 - A l’avant, pose de contre-tiges de pistons (M.T. Réf. div 76). Vérification du bon coulissement des crosses/tiges de piston.
|
| |
 |
 |
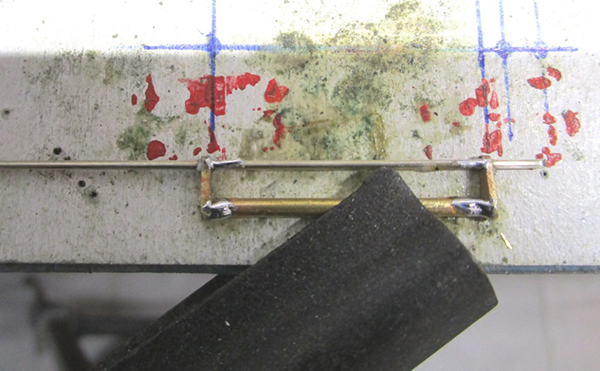
68 et 69 - Pour couper les tiges de pistons à la bonne longueur (juste avant qu’elles ne cognent contre le tenon des contre-tiges, les roues accouplées sont positionnées au point mort avant.
|
| |
 |
70 - Pose des fils palpeurs en bronze phosphoreux (isolant de fil téléphone).
|
| |
 |
71 - Collage des lignes électriques (fil téléphone), pour chacune une polarité de chaque côté du châssis. Une ligne pour les palpeurs et une autre pour l’éclairage fonctionnel dans les fanaux avant. A l’arrière, tous les fils remontent au droit de l’emplacement du décodeur (dans la boîte à feu).
|
|
 |
72 - Préparation des embiellages de distribution. Les tiges de tiroir sont obtenues à partir de vannes en fonderie laiton (M.T. Réf. div 77). Ces embiellages sont ensuite raccordés en bas de la crosse de piston, et à la coulisse (trou du bas).
|
| |
 |
73 - Pour essais et mise au point, accrochage de l’ensemble au tourillon de la roue accouplée motrice, et au support d’embiellages (rivet en laiton Diam. 1 mm).
|
| |
 |
74 - Préparation des leviers de relevage de marche, à partir de manivelles (M.T. Réf. man 01). Leur axe est soudé dans un tronçon de tube laiton Diam. 2 mm / 1.4 intérieur. En même temps est soudé une section de fil maillechort dressé Diam. 1 mm.
|
| |
 |
75 - Le fil maillechort est ensuite coupé pour ne laisser qu’une petite longueur aux axes d’accrochage des biellettes de relevage.
|
| |
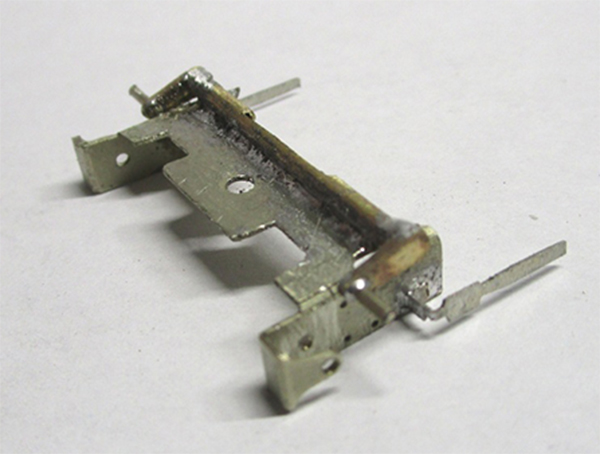 |
76 - L’arbre de relevage ainsi préparé est maintenant soudé sur le support d’embiellages. Des petites pièces représentant des parties visibles devant les tiges de tiroirs sont découpées à la lime de Genève dans des chutes de photodéc’ et soudées sur le support. Ce dernier est maintenant complet.
|
| |
 |
77 - Le support est revissé sur le châssis et l’embiellage remis en place. La biellette de relevage de marche est accrochée.
|
|
 |
78 - Oups ! J’allais oublier le levier pour la barre de marche. |
| |
 |
79 - Et la lumière dans le tablier pour laisser son passage au travers.
|
| |
 |
80 - Assemblage des 3 ensembles : corps cylindrique/abri – tablier – châssis, au moyen d’écrous M 2 sous le châssis, à visser sur les tiges filetées.
Un à l’arrière …
|
| |
 |
81 - … Et un à l’avant. C’est tout. |
| |
 |
82 - Assemblage ou remontage en quelques secondes.
Hélas, il n’en sera pas de même lorsqu’il faudra faire passer le décodeur, le haut-parleur et la tignasse de fils, mébon on verra à la fin…
|
| |
 |
83 - Après essais (en analogique, les fils étant réunis provisoirement), montage du bogie pour essais en courbes. Je retire les contre-tiges de pistons, le débattement des roues du premier essieu étant insuffisant dans les courbes d’un rayon inférieur à 8 ou 900 mm.
D’autre part, le timon étant très long, le bogie pendouille exagérément lorsqu’on empoigne la loco pour l’installation sur rails, c’est désagréable. Je sais déjà comment modifier ça dans les jours à venir…
|
| |
 |
84 - Confection de la barre de marche dans du profilé laiton de section rectangulaire 1. 50 mm X 0.50.
|
| |
 |
85 - Après peinture, la barre de marche sera simplement maintenue par son passage au travers de la paroi frontale de l’abri, celui derrière le support et un petit axe sur le levier.
|
| |
 |
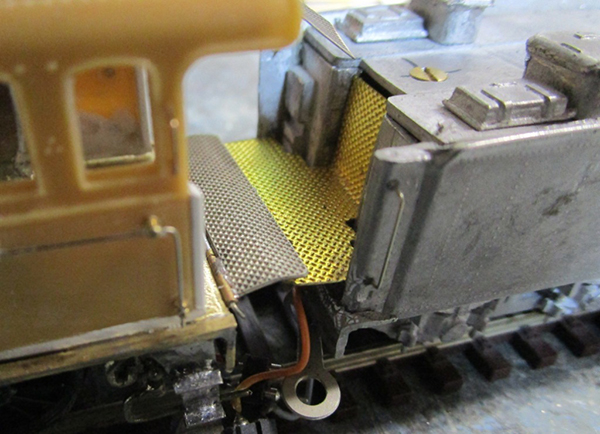 |
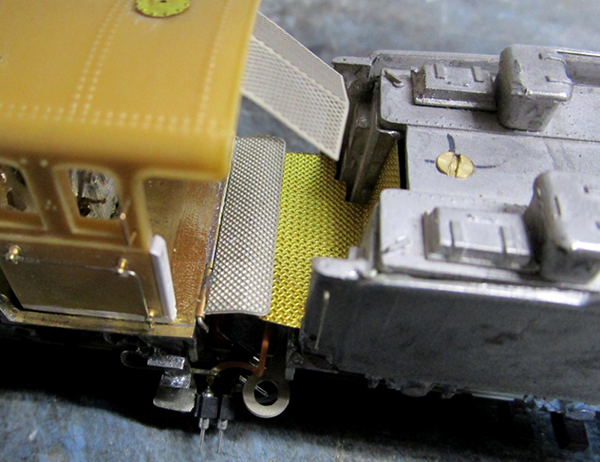
86 et 87 - Confection et pose d’une nouvelle plateforme à l’avant du tender, plus bas que celle d’origine pour correspondre à la hauteur du tablier de la loc’ (découpe dans de la tôle larmée M.T. Réf. div 56).
A l’arrière de la loc’ confection et pose (soudure) d’une plateforme, articulée façon « charnière-piano ».
|
|
 |
 |
88 et 89 - Fabrication et pose par collage à l’époxy de marchepieds à l’avant du tender.
|
| |
 |
 |
90 et 91 - Modification de l’articulation du bogie. Comme ça c’est mieux.
|
| |
 |
 |
92 et 93 - Ensemble sabots de frein et timonerie, qu’on peut retirer (2 vis M 2) pour le nettoyage des roues. Pièces utilisées : M.T. Réf. div 60.
Sur les 230 G les sabots étaient derrière les roues accouplées.
|
| |
 |
 |
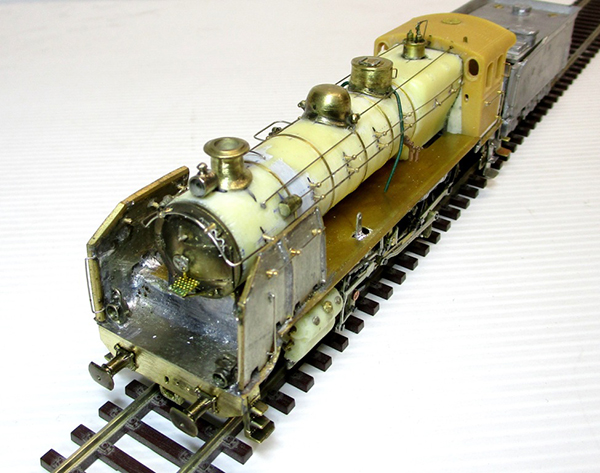 |
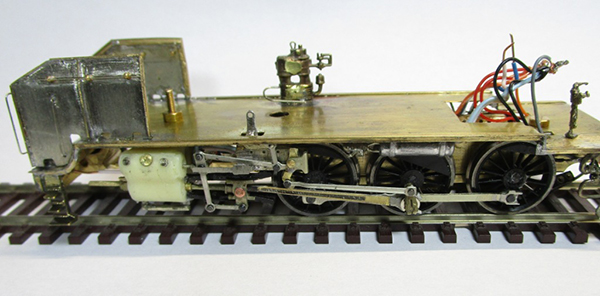
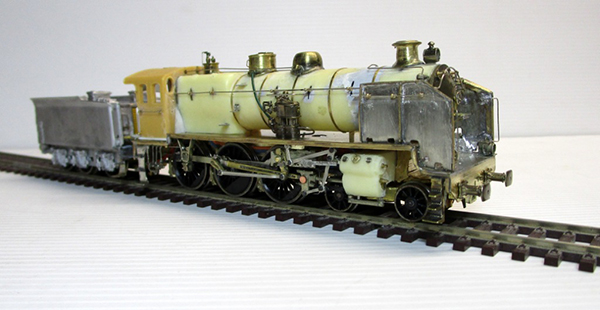
94 à 96 - Vues du modèle avant démontage pour la peinture. La barre de marche et la tuyauterie de la pompe à air n’ont pas été posées, elles le seront au montage final.
|
|
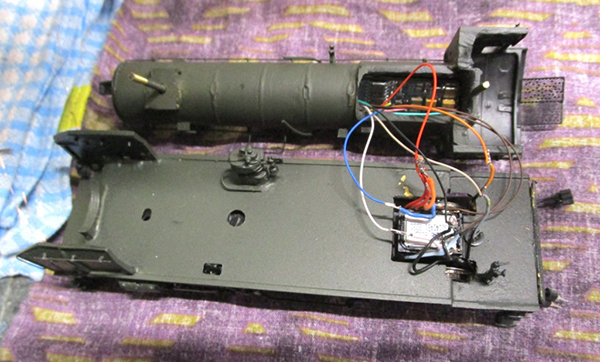 |
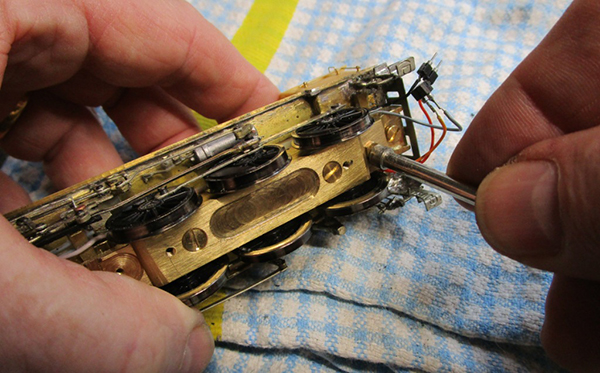
97 - Installation du décodeur et du haut parleur. Après isolation des épissures, les fils devront être bourrés dans la boîte à feu, en prenant soin de ne pas les pincer et les écraser en assemblant le corps cylindrique avec le tablier et le châssis.
|
| |
 |
98 - Préparation de la barre de commande du côté droit (en fer plat dans la réalité), avec une chute de photodéc’ de 1 mm X 0.4
|
| |
 |
99 - Du côté droit, pose de cette barre de commande, et d’une tuyauterie entre la vanne de dôme et la pompe à air.
|
| |
 |
100 - Du côté gauche, pose d’une tringle de commande (fil maillechort dressé Diam. 0.5 mm) en bas, et de la barre de relevage de marche.
Les plaques de numérotation et les inscriptions sont posées.
|
| |
 |
101 - Pose de barres de maintien en haut des écrans (fil maillechort dressé Diam. 0.5)
|
| |
 |
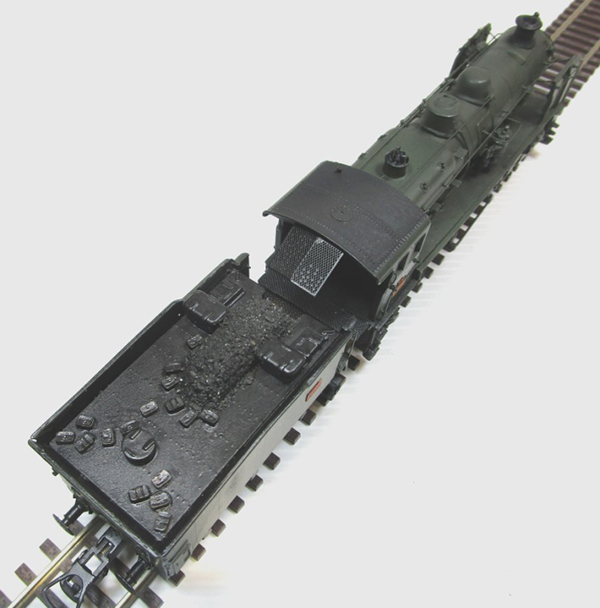
102 - Sur le tender, collage d’un tas de charbon sculpté dans un morceau de polystyrène, et de briquettes « Grand’Combe » (M.T. Réf. brik 01).
Demain, il n’y aura plus qu’à les peindre en noir mat, et coller du charbon en poudre sur le chargement. Ces objets masquent les vis de fixation du dessus du tender.
|
|
LE MODÈLE TERMINÉ |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
| |
Livres et revues consultés pour cette construction :
|
-
"Les locomotives 230 G et F (ex Compagnie d’Orléans)" de Maurice Maillet (éd. du Cabri)
-
"Ferrovissime" N° 23 - "Les 4-230 G sur les paisibles lignes de Gascogne" de Luc Fournier.
(éd. LR presse) pages 2 à 13. Article très complet sur les machines transformées pour la chauffe au fuel, avec diagrammes très précis de la loc' et du tender : vues en élévation, de dessus, d'avant et d'arrière.
-
"Un Anglais sur les rails de France" - Images de trains tome 25 - photographies d’Hugh Ballantyne
(éd. LVDR) pages 98, 108, 110-111, 130 à 137.
-
" Voies Ferrées " N° 44 - dossier complet d’André Lepage.
-
"Ferrovissime" N° 51 - "André Lamorlette chauffe la 230 G 353 pendant 6 ans" de Jean-Hubert Lavie, pages 26 à 33.
|
| |
Je remercie Pierre Henoch, vice-président de l'APPMF, Gaby Bachet, Philippe Carpentier, Laurent Quelet et Robert Martorano pour leur aide et prêts de documents.
Eric Seibel - confinement d’avril 2020 … et de novembre 2020. |